Technology
高速排気と低消費電力を両立したドライ真空ポンプ「LS シリーズ」
1. はじめに
真空装置における微細加工の高密度化や生産性向上のため,ドライ真空ポンプの採用が進んでいる.顧客からは,環境への配慮から消費電力の低減が望まれるようになった.
また,一方では,排気時間を短くして,生産性の向上も望まれる.しかし,一般的な低消費電力型のドライ真空ポンプは,大気圧付近の排気速度が小さいため,排気時間が長くなる課題があった.
我々は,この課題を解決するため,高速排気と低消費電力を両立したドライ真空ポンプ「LS シリーズ」(Figure 1)を開発し販売している.
本稿においては,ドライ真空ポンプ「LS シリーズ」の特徴について紹介する.
2. 製品仕様
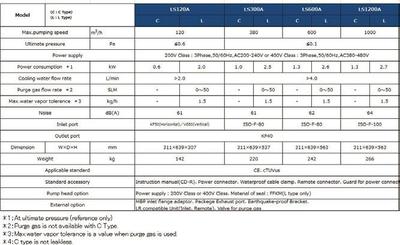
ドライ真空ポンプ「LS シリーズ」の製品仕様を Table 1 に表す.
最大排気速度の異なる機種として,ドライ真空ポンプ単体で「LS120A」(Figure 2),ドライ真空ポンプとメカニカル・ブースター・ポンプ(MBP)の組み 合わせで「LS300A」,「LS600A」,「LS1200A」(Figure 3) の 4 種とした.
それぞれに,空気排気や窒素排気などクリーンプロセス向けに ECO-SHOCK を内蔵した低消費電力の C 仕様と,水蒸気や揮発性薬液排気などライトプロセス向けに表面処理やパージ機能を付けた L 仕様を用意した.
C 仕様は,スパッタリング,蒸着,貼り合わせ,ロードロック室排気やターボ分子ポンプの補助ポンプなどの用途に使用出来る.
また,L 仕様は,真空乾燥,凍結乾燥,アッシングや一般産業用途などに使用出来る.「LS シリーズ」の全ての機種において,吸入圧力の全圧力領域で連続運転が可能である.
ポンプ外形図を Figure 4 と Figure 5 に示す.それぞれのポンプ外形図に示された寸法を Table 2 に表す.
3. 高速排気と低消費電力の必要性
半導体デバイスや FPD(Flat Panel Display)等の製造分野における真空プロセスでは,CVD(Chemical VaporDeposition),エッチング,スパッタリング等の処理が行われる.真空プロセスを行う空間が基板の搬入や搬出によって大気暴露されることを避けるため,大量生産を
行う真空装置では,CVD,エッチング,スパッタリング等を行うプロセス室の他に基板を大気圧から真空排気するロードロック室を備える.ロードロック室の排気装置は,ドライ真空ポンプと MBP を用いて,次の室のバルブが開いたときにターボ分子ポンプの最大吸気口圧力より低い圧力まで排気することが一般的である.
量産時のサイクルタイムを小さくして効率を上げるため,ロードロック室の圧力を所定の圧力まで排気するのに要する時間を短縮することが望まれる.ロードロック室の排気時間を短くするには,ドライ真空ポンプの大気圧付近の排気速度が重要になる.これは,ロードロック室の圧力が数千 Pa 以上の高いとき,MBP のブースト効果が小さく,ドライ真空ポンプの排気速度に依存するためである.
3-1. ドライ真空ポンプの大気圧付近の排気速度
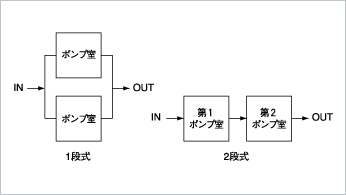
一般的な容積移送式真空ポンプは,ロータなど運動体とシリンダなど固定体の間に空間を作り移送することで気体を排気する.
1 段では目的の到達圧力が得られない場合に,多段の構造が用いられる.排気弁が付いている油回転真空ポンプと違い,ドライ真空ポンプの排気側圧力は,常に大気圧である.したがって,吸気側を真空に保つには,圧縮行程でポンプ室に逆流した気体を押し戻す必要がある.
大気圧からの逆流を受け止める後段は, 気体を押し戻すために全体の所要動力に大きく影響が出る仕事をする.ドライ真空ポンプの省電力化では,後段の気体圧縮仕事を小さくするため,後段のポンプ室容積を小さくすることが行われる.
しかし,吸気口圧力が数千 Pa より高い圧力では,後段の容積が小さいために排気速度が小さくなる.多段構造の場合,途中段から気体を排出することにより排気速度の低下を小さく出来るが,後段の容積の大きい構造に比べ大気圧近傍の排気速度は小さい.
ロードロック室排気は,所定の圧力まで排気する時間を短縮する要求が多い.大気圧近傍の排気速度が排気時間に大きく影響するため,後段の容積を小さくすることがデメリットとなる.
3-2. ECO-SHOCK
DRP 省電力化アタッチメント(以下 PSA と記す, ECO-SHOCK®)は,ロードロック室など空気,窒素, アルゴン等の不活性ガス排気に使用されているドライ真空ポンプの消費電力を最大 80%削減することが出来る.消費電力を下げることによりドライ真空ポンプの発熱を抑える効果もあり,空調機器など設備の電力削減も期待出来る.
省電力化したいドライ真空ポンプを主ポンプとすると,PSA は,主ポンプの吐出口側に逆止弁と補助ポンプを並列に設置して,主ポンプの吸入する気体流量が少ないとき主ポンプ内の圧力を下げることで,主ポンプの気体圧縮仕事を低減し消費電力を下げている.我々は,主ポンプと PSA で使用する補助ポンプを含めた真空排気系から見た効率の良い省電力化が実現可能な補助ポンプ選定基準や設置を容易にする逆止弁構造などで特許 2-7) を取得している.
3-3. 高速排気と低消費電力の両立
C 仕様は,ECO-SHOCK を内蔵することで高速排気と低消費電力を両立することが出来た.
また,主ポンプに排気による制限がないため,吸気口圧力の全圧力領域で連続運転が可能となった.
4. 「LS120A」と従来機種「LR90」の比較
高速排気と低消費電力以外の「LS120A」の特徴を示すため,ULVAC から販売しているドライ真空ポンプの中から,最大排気速度の大きさが近い「LR90」と比較を行う.
4-1. 低騒音化
「LR/HR シリーズ」でオプションとして本体の外側に接続していたサイレンサを,ポンプのパッケージに内蔵 して標準搭載とした.
到達圧力時の騒音値は,「LR90」で 66 dB(A)であったが,「LS120A」は,61 dB(A)以下に低騒音化した.
4-2. ランニングコストの低減
「LR90」を運転するには,軸シールガスとして窒素ガスを 5 L/min と冷却水の流量が 5 L/min 以上必要である.
「LS120A」では,ギア室からポンプ室への油を封止する小型の機構を開発して,軸シールガスを不要として,さらに冷却水の流量も 2 L/min とした.これらによりポンプ運転のためのユーティリティとしてのランニングコストを低減出来る.
4-3. 外観寸法
「LS120A」は「LR90」に比べて床面積を 1/2 にした.
また,環境配慮に関して比較を行うと「LS120A」は,「LR90」に比べて部品点数を 4 割削減して,質量も 4 割削減した.また吸気口は,前面に水平配置の KF50 と上面に垂直配置の VG50 を併設した.これにより従来機や油回転真空ポンプからの置き換えを容易にした.
「LS600A」と「LS1200A」は同じ外観寸法であり,従来機の「LR600」と「LR1200」も同じ寸法である.「LS600A」と「LS1200A」は,「LR600」と「LR1200」に比べ,床面積を 44%へ,容積を 30%にした.
4-4. モータの自社開発
「LS シリーズ」に搭載したモータは,自社で開発を行った.
これにより,ドライ真空ポンプと MBP の設計に適した構造のキャンド DC ブラシレスモータを採用することが出来た.省電力化を実現するため,モータロータは,高速回転で高効率な特性が得られる強力な磁石を採用した IPM 構造とした.さらにフッ素系樹脂をコーティングすることによって磁石の耐食性を上げた.
5. 長期信頼性と高耐久性を得るために
運転における安定性と高い耐久性を確保するため,開発初期より様々な信頼性試験を行った.
5-1. 信頼性試験
高速排気を特徴としているためロードロック室排気を想定して,0.1 m3 の試験容器で大気と真空の繰り返し排気を 2 年以上行って問題のないことを確認した.
また, 到達運転や最大負荷で,連続運転と起動停止繰り返しを,低温雰囲気と高温雰囲気で行って信頼性を確認した.さらに cTUVus 認定と CE 認定を取得して,国際的に競争力の高い製品に仕上げた.
5-2. 水蒸気排気
「LS シリーズ」の L 仕様は,水蒸気などの排気を行うことが出来る.
パージガスを使用することで,1.5 kg/h の水蒸気を排気することが出来る.「LS120A」における水蒸気排気は,1.5 kg/h の水蒸気を吸気する連続排気で耐久試験を行って,ポンプ内部に破損など不具合のないことを確認した.
5-3. モータ制御系の開発
「LS シリーズ」の小型化のため,DC ブラシレスモータを制御するインバータを新たに開発した.
ロードロック室の排気などで MBP は,急激な負荷変動と大幅な温度変化を生じる.これまでのインバータは,これらの制御に必要な数多くの部品を搭載していたため,寸法が大きかった.外観寸法を小さくするため,モータを制御するインバータも小型化する必要があった.新しいインバータは,最低限の構成として,ソフトウエアを最適化することで,制御を可能にした.さらに,あらゆる条件での使用を考慮して数々の信頼性試験を行って,安定して運転が行えることを確認した.
6. まとめ
高速排気と低消費電力を両立させたドライ真空ポンプ「LS シリーズ」を開発した.
これからも我々は,顧客要求に応えられる商品を開発して,真空技術を用いた産業の発展に貢献していきたい.
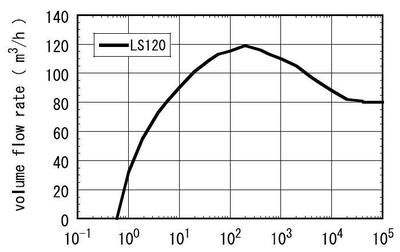
Figure 2
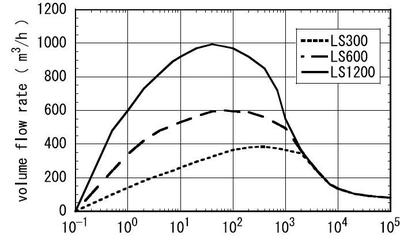
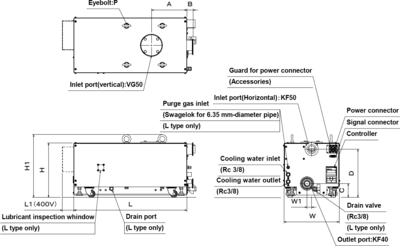
Figure 4
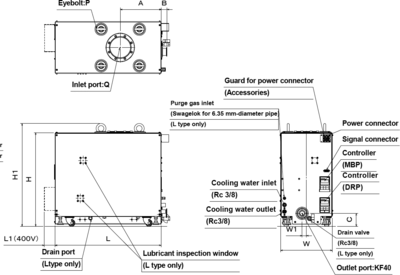
Figure 5

文献
1)T. Tanaka and T.Suzuki: J. Vac. Soc. Jpn., 58(2015) 239.
2)Japan patent JP3906973B
3)Japan patent JP3982673B
4)Japan patent JP3992176B
5)Japan patent JP4045362B
6)Japan patent JP4180265B
7)Japan patent JP4365059B
Technology
-

アルバックのヘリウムリークテスト装置
-
車載用二次電池の「ヘリウム漏れ試験」導入による効果
-
現場の温室効果ガス排出量を測定するには?カーボンニュートラル実現に向けて「いまを把握する」アルバックの計測技術
-
世界的なヘリウム供給不足!漏れ試験はどうなる? いま注目される「水素漏れ試験」を検討する
-

スマートフォン対応ピラニ真空計SWU10-U
2020年度一般社団法人日本真空工業会表彰 イノベーション賞
(『真空ジャーナル』2022年1月 179号掲載 ) -
独自の空気造形技術に"真空の知恵"をプラスして逆境を切り拓く!!「エアー式簡易陰圧室」
(『真空ジャーナル』2021年7月 177号掲載 ) -
実験動画 | 液体が一瞬で容器に充填される原理
-

ありそうでなかった"真空ポンプメーカーの真空デシケーター"開発ストーリー
-
真空装置に必要な漏れ試験技術
-

液体窒素ジェネレーター「EMP シリーズ」の紹介と新製品「UMP-40W」について
-
高速排気と低消費電力を両立したドライ真空ポンプ「LS シリーズ」
-

SWU10-U 特集記事(真空ジャーナル2020年1月 171号掲載)
-
ガス分析計のアプリケーション
-

代替フロン系コールドトラップに替わるヘリウム冷凍機を用いた極低温トラップを発売
-
急速低温再生・・・再生時間の短縮
-
スーパートラップの応用と効果的な使用例
-

液体窒素ジェネレータはどこで使用されているの?
-

真空計 ST2 技術レポート
-

液体窒素ジェネレータ - 技術レポート
-

水晶発振式成膜コントローラ・有機材料向け4MHz水晶板の開発
-

HELIOT900 - 技術レポート
-
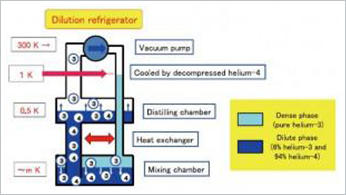
4K 冷凍機を使った無冷媒希釈冷凍機の共同技術